
In this article we’ll give you an insight into what components makes up the BasKette as well as the thoughts behind the manufacturing, materials etc.
The Basket
The core of the product and the reason the whole project initially started was the idea of a stripping basket you wouldn’t have to empty when fishing in waves. This required some innovative thinking compared to the existing stripping baskets and a study within material and manufacturing processes.

Material:
The basket material is a light and rigid foam which has been chosen due to properties such as high strength and low density. This foam gives the BasKette its robustness and its buoyancy. When we were introduced to the material there wasn’t any doubt: this was the perfect material for the BasKette.
Manufacturing:
The BasKette is made of foam but appears as a solid plastic part because of its shell. If you look at a cross section it looks like a sandwich element, but in fact the BasKette is molded in one piece in a molding process called “Reaction Injected Molding” (RIM). This process differs from traditional thermoplastics injection molding (which is how most other stripping baskets are manufactured) since the mold doesn’t initially get all filled up by the fluid. Instead, a two-component mixture gets mixed just before it’s injected into the mold. This creates a chemical reaction that makes up the foam and expands within the mold. The molding process creates a high pressure and the foam gets packed along the sides of the mold, which creates an outer shell, while the lighter foam fills up the core.
This molding process is more difficult to control than traditional injection molding where one have better control of the material and its flow through the mold. Especially for complex parts such as the BasKette it can be very difficult to avoid air bladders during the molding process. That’s why you’ll see some of the core foam exposed along the outer edge of the top of the BasKette, where the shiny finish of the BasKette is disrupted. It’s simply to vent holes to avoid air bubbles and to make sure the part gets fully molded.
The production method isn’t even fully automatic, as it usually is with modern injection molding machines, but manual labor. This means that every single BasKette has been manually handled by a worker when filling and emptying the mold.
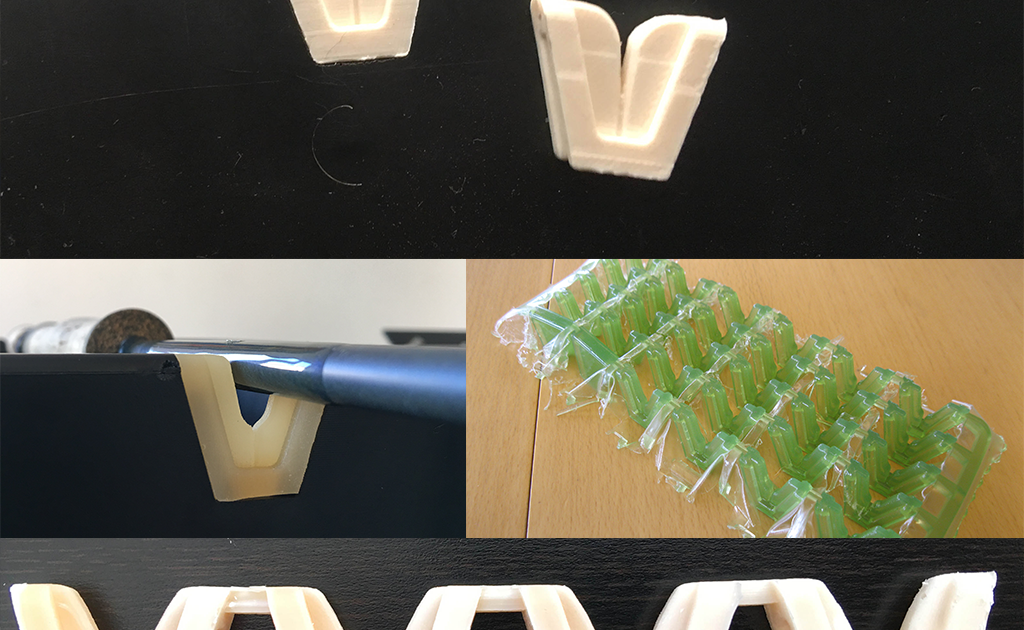
Line lock:
Our developer, Rasmus, has had a love/hate relationship with the line lock. It seems small and really, it’s just a little extra feature which does not justify all the technical challenges it posses. But Kette expressed his wish for the line lock from the very beginning, so it had to be made though everything would have been much easier without it. It required a new mold, extra production, post processing, assembly etc. But we stayed strong and maintained our agreement that there should be no compromise for, what we believe to be the ultimate stripping basket. The line lock material is the same as the basket’s, but with different properties. Several design has been tested and evaluated in the development process and at one point, the line lock was actually twice as big as today. Finally we found what we believe to be the best solution – a dual wedge: one for the line and one for the tippet.
Belt:
The material for the belt has undergone a long screening process. Several different types of webbing materials from all around the world have been tested. Even furniture webbing has been tested and considered before we found the perfect material. However, there has never been any doubt as to whether the belt should be elastic! It wouldn’t be accepted as a compromise. Instead we evaluated the right length, thickness, width, elasticity etc.
The belt is 50 mm wide and made with an adjuster in one side only. A solid side release buckle secures the basket on the fly fisher and two carbon tubes connects the belt to the basket back corners. Except for high strenght and low weight, the carbon tubes facilitates an easy belt replacement. By crunching the tube with a plier the carbon tube loses it’s structural strenght and you can easily rip out the tubes and replace them and the belt with new ones if needed.
Assembly:
Kristian “Kette” is in charge of the BasKette assembly. However, we shouldn’t forget that we wouldn’t have had any finished BasKettes leaving the production without Kette’s “Mamma-Ruth”, who loyally has sewed every single belt of the BasKettes to this day! The BasKette assembly line is set up in Kette’s parents house, where the line lock and the magnets are glued on, carbon tubes and belt mounted and pre-preparation and quality control are all done.


